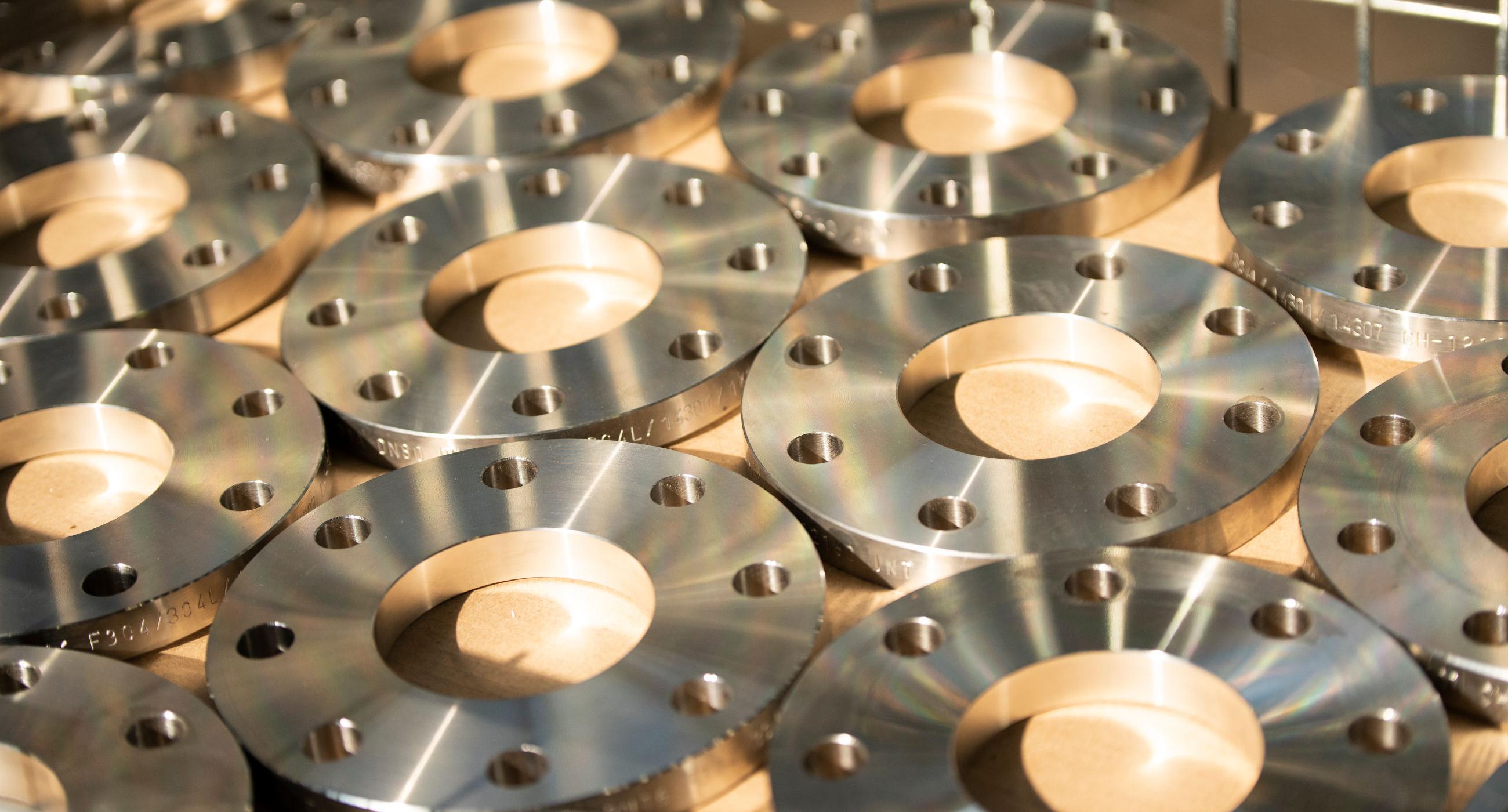
The variety of pipe joints present in our catalog.
Materials
Products
Various types of pipe joints can be chosen from the INTERTUBI catalog pages for prompt delivery
08 September 2025
Materials
Products
Leafing through the Intertubi catalog, it is immediately clear that the pipe joints occupy a prominent position within the company's production and that the world of these components is decidedly large and developed. As the name implies, these elements are used for the connection of pipes and are fundamental for the correct functioning of the systems: the design is therefore essential to guarantee efficiency and safety. In fact, the loss or leakage of the fluids conveyed can cause critical issues both to the environment and to human health.
What kind of pipe joints can be found?
As mentioned above, the pipe joints are a considerably extended field which is mainly divided into two on the basis of the type of connection: welded or threaded. In addition, they can be dismantled or fixed, depending on the frequency with which maintenance is carried out.
They are generally all made of austenitic stainless steel (AISI 304 or 316) or carbon alloy steel, so as to guarantee excellent resistance to corrosion generated by the fluid, also allowing a certain versatility in the choice in relation to the working conditions of the component, once put into operation: it is possible to use the joints both in applications at high temperatures and at low temperatures, maintaining a competitive property level.
Among the most important are certainly: - Pocket welding fittings: this type of joints are mounted on the pipes before being welded. This category includes different types of fittings, but their common feature is the ability to resist to important flexural stresses in the vicinity of the weld. - Welding fittings: made both according to ASME B16.9 standard as well according to EN 10253 standard. These fittings are among the most popular on the market as they have a high degree of versatility and are easy to prepare and manufacture. - Threaded fittings: made both according to ANSI B16.11 standards (with AISI B1.20.1 thread) and according to ISO-4144 standards (with EN 10241 thread). They are less performing than welded fittings but are more versatile and, therefore, more suitable than the latter in applications where the level of stress present is low. - Flanges: they are removable joints, particularly useful when there are frequent maintenance operations to be performed on the system.
Within these macro-categories for pipe joints there are many variations and each of them can be made with different thicknesses. The choice of a thickness or type must be made on the basis of the customer's needs in terms of design parameters and operating conditions.
Through the use of a specialized IT system, all the pipe joints produced by Intertubi are supplied to the customer related to certification 2.1 of the EN 10204 standard, which allows to trace the production chain starting from the initial casting of the steel.
The concept of mechanical junction
The concept of mechanical junction, as the name itself expresses, represents a component that allows two mechanical components to be joined. The threads and welds described in detail previously are also included in the junctions.
In particular, there are different types of junctions that differ on the basis of:
Connection method: depending on how the different devices are connected to each other on the basis of their own characteristics (for example toothed junctions);
Properties of the connection: depending on whether they can withstand certain types of stresses (for example rigid junctions or welded junctions that differ in their ability to withstand torsional vibrations);
Application field: they are characteristic of a specific type of application (such as the hydraulic couplings of our interest);
Based on the allowed movements: in fact, some types of junctions allow certain movements that are blocked by others (such as prismatic and rotoidal junctions).
It is important to note that both welds and threads can be characterized on the basis of the expressed parameters. In fact, they present substantial differences both as regards the connection method and the connection properties, as well as the application areas and the movements allowed. As mentioned, however, one does not exclude the other and both solutions can be correct, but it strictly depends on the characteristics of the system being analyzed. The a priori exclusion of one or the other can lead to erroneous assessments and limit opportunities with regard to the efficiency of the systems.
The problems that can be encountered due to a poorly made welded joint
As also specified in the previous paragraphs, the creation of a welded joint must be carried out by qualified and suitably trained operators. In fact, making a weld with defects can be particularly critical in operation and can lead to more or less sudden failures even for loads that are not excessively high.
The main defects that may be encountered are the following:
Incomplete joint: the welding is not carried out over the entire thickness but an incomplete fusion is detected with the seam which is unable to fully perform its connecting and structural function.
Gas inclusions: they can be of various morphologies and can be more or less serious defects depending on the frequency and distribution.
Cracks: they can appear both hot and cold but have different characteristics in the two cases. The former, in fact, appear when welding is carried out and are generally longitudinal with respect to the seam. The latter, on the other hand, only occur when the seam is completely cooled. For this reason they are the subject of different investigations both in terms of methods and timing of detection.
Inclusions: they can be of various types depending on the process, the filler material, the atmosphere, the electrodes or other factors that contribute to the correct performance of the welding operations.
Although these are the most common defects, there are others that can occur and bring with them numerous more or less serious problems depending on the application and the specific case.
The fundamental characteristics of threaded joints
Discussing the joints available in Intertubi’s catalog, various aspects concerning threading and welding have been addressed, highlighting the potential advantages and the features that may pose limitations for certain applications.
As for threaded joints, it is essential to define some constitutive parameters that, in turn, determine the properties of a thread. The first aspect to consider is, without a doubt, the type of thread: there are metric threads, gas threads, Whitworth threads, and other types. They differ from one another both in the units of measurement and in the characteristic values of certain constituent elements such as the thread profile and the included angle. In general, the aspects that differentiate the various thread types include: - Nominal diameter: è the diameter of the thread corresponding to the screw’s outside (major) diameter or the diameter of the tapped hole; - Minor (root) diameter: è the minimum diameter of the screw and the internal diameter of the tapped hole; - Thread profile: the included angle, as noted above, can vary between a metric thread, with a 60° angle, and a gas or Whitworth thread, with a 55° angle. There are also trapezoidal-profile threads where the angle is 30°; - Thread pitch: è the distance between two successive crests of a thread. Typically, for the same nominal diameter, threads may have a fine pitch or a coarse pitch.
Industrial fittings for gaseous fluids and hydraulic fluids: elbows, reducers, caps, tees, couplings and welding nipples. Browse the Intertubi catalog.